




来源:轴承杂志社
钢球作为滚动轴承的关键零件,在轴承中起承载和传递载荷与运动的作用,对轴承的寿命和振动噪声有较大的影响。
钢球表面上的任何一点都是承受载荷的工作面,承受周期不定的变载荷,接触面积小,接触应力大,钢球受力条件比较恶劣,极易产生疲劳破坏。钢球整个表面既是加工面又是支承面,因此钢球加工技术也是机械行业中非常独特、专业化的,对原材料、工艺技术、加工装备、工装磨具、研磨液等要求非常高。
目前,国内钢球工艺技术水平、装备水平、质量控制水平以及工装磨具水平都已达到或接近先进水平,管理更趋精细和完善,规模化生产和经营凸现,生产总量不断扩大。钢球质量水平: 批量生产公差等级G5,规格材料齐全,单粒振动达到26 dB,寿命K值达到(基本额定寿命试验值 L10t 与基本额定寿命L10之比) 达到12以上。
1)加工工艺过程
2种主要加工工艺方法:
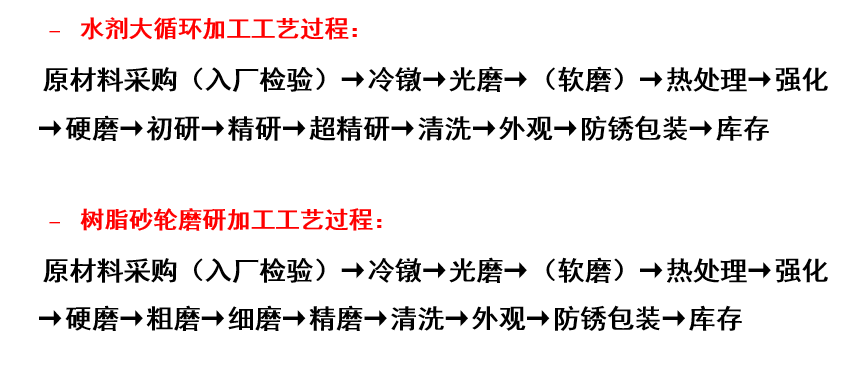
2)原材料
GCr15线材由于价位适中,热处理容易,应用Z为广泛,约占85%以上。其他,如应用在与耐久性相比更重视耐蚀性的场合,采用不锈钢钢球;飞机等特殊用途,要求使用优于GCr15耐热性的高速工具钢(钨系钢)及耐热钢(M50)等,特殊用途的钢球通常由于实施复杂的热处理工艺(如高温淬火、多次回火、冷处理等)材料成本更高,加工成本也较高。
3)工艺装备
国内已经形成了一整套的主力钢球加工工艺装备,包括Z32,Z32G系列钢球冷镦机及高速冷镦机,3M49,3M79系列光球机,3M46,3M76系列磨球机,3M47,3M77系列研球机,保护气氛热处理炉,钢球表面强化机,基于毛刷清洗与基于高强度海绵旋转挤压清洗的清洗机等。检测设备主要有基于视觉系统的钢球表面质量外观检查仪,基于涡流探伤原理附带光学、振动通道的涡流光电外观检查仪。光、磨、研主力加工机床研磨板直径为φ300~950(1000)mm,装球量20~1000 kg,机床加工精度可满足G5钢球的要求。
需要引起重视的问题:1.国产高速冷镦机质量仍不太稳定,可靠性较差,冷镦模具质量偏低;2. 光、磨、研设备一般为通用设备,专线化专业布局设计有不少提升,效率仍需要不断提升;(3)光、磨、研设备自动控制和自动化水平需进一步提高; (4)钢球加工工序间清洗、干燥、质量控制连线设备仍缺乏专业布局和生产;(5)钢球成品清洗设备适用性及清洗可靠性需提升;(6)钢球成品外观检查仪器仍需完善,提高可靠性。
4)质量控制方法
国内钢球质量控制已经形成了一整套的方法,质量指标和方法主要为:原材料质量、尺寸及尺寸精度、热处理硬度及金相组织、表面缺陷。随着钢球加工工艺及加工装备的完善,各钢球制造企业在尺寸及尺寸精度、热处理硬度等方面基本都能满足标准要求。还需要引起重视的问题:1.原材料质量控制和根据钢球用途进行材料选择;2.钢球尺寸稳定性检测与控制;3.钢球表面强化、表面应力控制;4.钢球表面形貌的检测与控制;5.钢球表面波纹度监测和控制;6.钢球出货质量确认;7.钢球接触疲劳寿命试验与控制。
5)接触疲劳失效
滚动疲劳的机理大致分为内部起源型剥落与表面起源型剥落两类。内部起源型剥落主要是由于滚动接触表面下的非金属夹杂物成为起源引起的剥落,需要通过提高原材料纯净度来应对。表面起源型剥落与滚动轴承的使用环境、润滑状态,以及滚动接触滚动面上表面状态(表面粗糙度及滚动面上的伤痕)等直接相关,其比内部起源型剥落的寿命短,轴承损坏的占比更大。表面起源型剥落的应对策略,如对GCr15钢球表面实施碳氮共渗处理,由于碳氮共渗处理成本偏高,更重要的技术是运用普通的整体淬火提高钢球的表面硬度,使压痕难以形成,提高存在异物环境下的耐久性。
6)小结
钢球仍需进一步提升质量作为首要目标,采用合理的材料纯净度评价方法,从坯料开始彻底进行质量管理,同时,从防止不合格产品出厂而言,开发更高功能的自动化外观检查仪是必不可少的。此外,为提高耐久性,在要求钢厂进一步提高材料纯净度的同时,开发适应于应用场合的钢球热处理技术等,赋予传统的GCr15钢球以各种附加价值。
近年来,随着对轴承应用需求的越来越多样化,高速、高温等应用条件下,用陶瓷球(如Si3N4球)替代钢球的新材质球,目前产量上升趋势很快,应用需求旺盛,但待解决价格高这一课题。







