




�����
���ຣ���ֿ�ұ�Ƽ���˾�ս᳧��
ժ��Ҫ�������ս᳧2#�ս��Ͷ����2012��12�£�φ3*12m��ϻ�����������������9��ʱ�䣬��2021��Ԫ�·ݣ���ϻ���ʼ�ϴ�����Ӱ���豸����Ч�ʣ�ͨ����ѯרҵ���ң��Ի�ϻ���Ͳ�������³�����װ���豸�����������豸����Ч�ʵ���������
�ؼ��ʣ���ϻ�����������
1������
����2#�ս����2012��12����ʽͶ������ϵͳ�����150�O�ս��һ̨��φ3*12m��ϻ�һ̨��φ4*18m������һ̨��170�O�����һ̨��3175��ɸ��̨��������������ϻ�����һֱ�Ƚ�ƽ�ȣ���ϻ���Ҫ�ṹ�е�������ٻ���С���֡������й�����Ȧ���ڲ�װ�������İ塢�Զ���װ�á����ڳ�ʱ�����У���Ȧ�ṹƣ��ĥ�𣬲�����������Ȧ�������Բ�����ȴ���2.5mm�����ܼ���ʹ�á�
2����ϻ�������ǰ�ڴ���
2021��Ԫ�»�ϻ���ʼ������ͨ���ֳ��豸������Աרҵ�����۷���ԭ������ԭ����Ҫ���ڽ��϶��й�ĥ���й���Ƥͬ�ĶȲ�����ɵģ��������ü���ʱ��������϶������й�����3�·ݵļ������У��������Ͽ������й���ϻ�����ƽ�ȣ�����������Ȧ�Ѿ���һ���İ���һֱ������6�·ݣ���ϻ��ٴγ�����ͨ���ٴε������Ͽ��й��������ľ࣬��ϻ���û�з����仯������Ѱ��רҵ���ҽ��д�����Ϊ�˲�Ӱ���ս��������ֳ���֯����������ʱƤ������������ϲ�ͨ����ϻ���ͨ����ʱ������Ƥ����������������������ڣ��ս��������������ϻ���Ȧͨ����װ�����������ٴ������г�����ͨ������ʱ��ij�������Ȧ���氼��������Ȼ�ɼ���ͨ�����ڵ����У�����Ȼ�ϴ������С�
3����ϻ������������ƶ�
ͨ��Ѱ��רҵ�����ֳ��۲�Ͳ�����һ����Ϊ��ϻ���Ͳ��������ʹ����Ȧ�Ӵ������ƣ���Ѿ���ʹ�ã���Ҫ������Ͳ��������϶ˣ�����Ȧ�������ڿ��ǵ��������ںͷ��õ����⣬�������������ۺ��о�Z��ȷ������ϻ���Ȧ�����и���������������³�����Խӵķ��������巽���е��ѵ����ڻ�ϻ���Ͳ�Ĺ̶���Ͳ��ı��Ρ�����������̾������£�
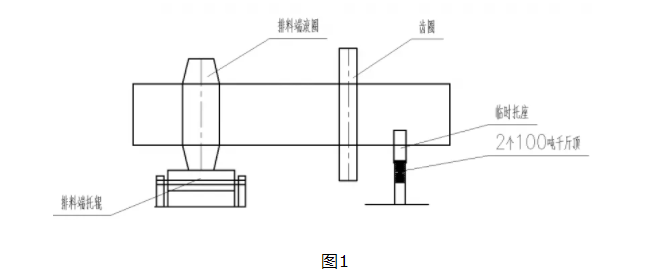
1����Ȧ�����ֲ���������϶�Ͳ����2��100��ǧ�ﶥ֧�Ź̶��ɿ�����ͼ1��ʾ��
2�������϶��й��������������ƣ�ʹ���й����ľ���ڽ����й����ľ�50-60mm�������Խ�ʱ��������
3�����϶˹�Ͳ�и�ǰ�����Ȳ�����϶˹�Ͳ��Ȧ�ڲ��İ壬�ڹ�Ͳ�ڲ��ò۸���������֧��3������ֹ�и���Ͳ����Ȧ�ͽ��϶˹�Ͳ�ı��Ρ�
4����Ȧ���ְ����и���˽������³�����
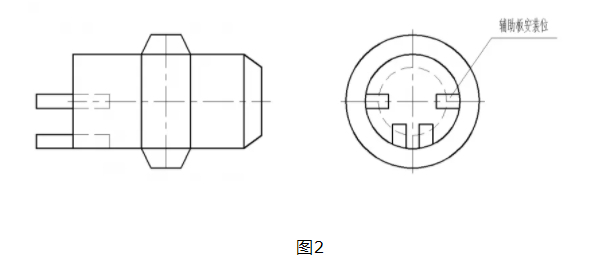
5�����ѳ��õĹ�Ȧ�ڵĶԽӿ��ڱں��Ŀ鸨���壨���뺸��ʵ���������й����ã���ͼ2��ʾ��
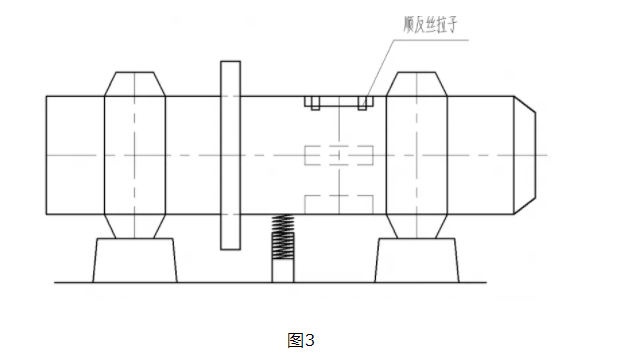
6���������������������ѹ̶������϶�Ͳ�ڶԽӿڣ���ͼ3��Ȼ����˳��˿�����ս���
7�������϶˹�Ȧ�����ʹ��Ȧ�ݶ�Ϊ��������4�����ߣ��������Ϲ�Ȧ���ԽӼ��ϸ��ʼ���ӣ�ʩ��ʱע��Գơ��������������ٺ��ӵ��������Ρ��Ⱥ��ӽ�������϶��й���λ���Ƴ�ǧ�ﶥ�������̳���ȷ�������ʼ���ٵ��ԡ�
4����ϻ���Ȧ���³���ʵʩ
�ս᳧�������һ������4��ʱ�������ʱƤ���������ֳ���װ���ԣ���ϻ�ֹͣ���У�������ʱƤ��������ǯ��������л�ϻ���Ͳ�Ĺ̶����ڲ��İ�IJ�����ڲ���ˮ�ܵ������϶�Ƥ��������ڲ�������֧�ź�Ȧ�����и��ʱ5�죬��Ȧ���ˡ����³����ӹ����Խӡ��ڲ��İ尲װ����ˮװ�ð�װ������ʱ10�졣�˴���Ի�ϻ���Ͳ��Ȧ���³�����ʱ15�죬������˻�ϻ���Ͳ�����⡣
5��������
ͨ���˴λ�ϻ���Ȧ���³�����ʵʩ����Ƚ����߳������գ�ʱ��̣�Ч�ʸߣ�Ч���������Խ����ϻ��������ṩ�˽Ϻõ�˼·�ʹ�ʩ��ֵ���ƹ��Ӧ�á�
����Դ������ʡ������ҵЭ�ᣩ







