




���Ƶ������������ԭ�������ơ��ȴ������ơ��������Ƶȣ�����ͷ���ۻ������ʶ�����DZ���һ�ź���Ҫ�Ŀγ̣���������ȷ�������Ʒ�������һ���������ڷ������Ʋ�����ԭ��
���ȣ����“ԭ��������”��“��������”��ȷ������Զ������ֵ����ƣ���Ӧ����Ϊ“��������”��ֻ���������¶������Ʋ�������Ҫ���ؿ����ٷֳɣ�
1��ԭ����ȱ�����µĶ�������.
2�����칤�ղ������µĶ������ơ�
�����ƺ����̬�Ƚ��д������֣�����һ����ĸ���أ�����������Ҫ���������̬��呴��յȽ�Ϸ�����
������������̼���϶��Ƕ�������в����ģ�������ԭ���ϻ��Ƕ��칤����ɵģ������Ҫ���ݽ�����չ���ȥ������
��ͬһ����ͬ���ͺŵĹ������������ƻ�������һ��λ�ã�������������Ƚ�dz����������̼�����������Ʋ�һ����ͬһλ���ظ����֣���������dz��һ����������������һ�����ɵġ�
�������ƶ�������������һ�µġ����ʹ����������֣�һ���ǹ��ȹ�����ɵģ����Ƹ�����������̼������һ���Ǵ�����Ҳ����ɷ��ѣ���һ���о����ƻ�˺�ѵ����ӽ����Ͽ�����������
�����Ŀ�ģ�
1������Ҫ��
2�����Ʋ����ڲ���֯��ϸ������������Ԫ�سɷ�����֯��
3��ʹ���ϸ����ܣ��ͺϲ����ڲ�ԭ��δ��¶�������������ɵȵȣ������߷ֲ���������
4��ͨ�������Ķͺ��ȴ�����ʽ��Ϊ�µ��������
��ˣ�����ͺ�ԭ�����ڲ�һ����ȱ����ְ�����ڡ��������ͼ�������ֱ���ɸֶ���ѹ��ʼ�ģ��ֶ��ڲ���Ȼ���ڴ�����ұ��ȱ�ݣ���Ȼ�������Ķ��죬�����Խ����е���ν“ȱ��”�ͺϡ����ԣ����칤�յĺ������Ǿ����ͼ��Ƿ�Ὺ�ѵ���Ҫԭ��
��Ȼ�����ijһ�ȶ��Ķ��칤�գ������ǰ�Զ���ǰԭ���������ȷ��ԭ����ȱ�ݵȼ�����Ҫ��ģ�����ԭ����ȱ�ݵȼ�����Ҫ����ԭ���칤���¶�����ֵĿ����������ǿ�������“ԭ����ȱ�����µĶ�������”��
�������������������������Ϲ��չ��̷������������ȹ�����û�б������ն�Ӧ�ÿ��ǣ�����Ӧ���ǰ�ԭ�������ƶʹ��ܺϲŶԡ�����Ƥͨ�������ǻ�ɫ�ģ�����������ɵ��ණ�������ɵ���ɫƫ�ڣ��߱���һ����֪����ʵ�����ֱ�ֱ�Ӵ�����һ���ֱܷ档
��������
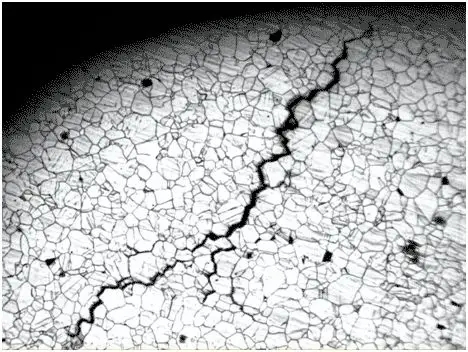
��������һ���ڸ���ʱ�γɣ��������ʱ�����������Ӵ�����������100X��500X�������¹۲죬�ɼ��������ڳ�������Ƥ������������̼�ģ���֯Ϊ�����壬����̬���������ƱȽϴ�׳��һ�㾭������ʽ���ڣ�����ϸ��ˣ��Ƚ�Բ��������ϸ�ķ����ԣ������ϵ�����̬�⣬��ʱ�������Щ�������ƱȽ�ϸ��������Χ����ȫ��̼���ǰ���̼��
���͵Ķ�������ʾ����
��Ե�϶�������

�ȴ�������
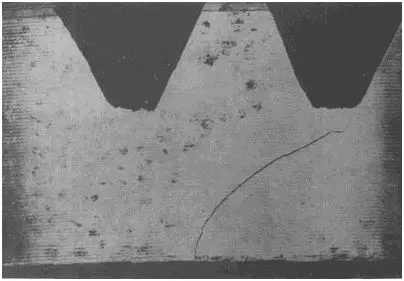
�����ȹ����в����������������ȹ����γɵ����������ʺ���̬�������ԵIJ�𡣶Խṹ�ֶ��ԣ��ȴ����¶�һ��϶����¶�Ҫ�͵ö࣬��ʹ�Ǹ��ٸ֡��ߺϽ������ȱ���ʱ����ԶԶС�ڶ����¶ȡ������ȴ��������¶�ƫ�ߣ�����ʱ���������ټ��ȣ������ڼ��ȹ����в������ڿ��ѡ��������Žϴִ����߽�ֲ������ƣ���������������̼��֯����������ٶȹ��죬Ҳ��������ڿ��ѣ���������������������̼���������ڼ���β����������Ƥ����ʱ���������ʧ�飬�¶ȷdz��ߣ���ʹ�������֯���ִ��������شִ����߽�ֲ���
���͵Ĵ������ʾ����
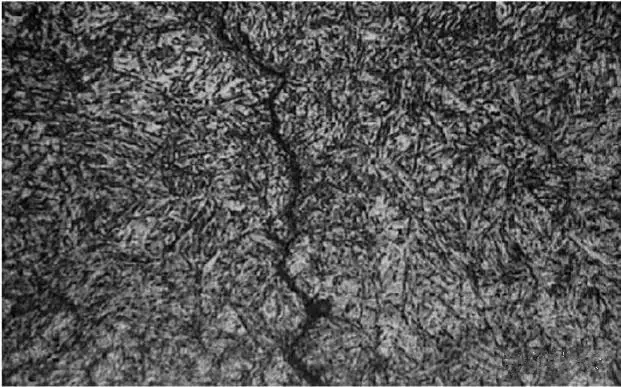
500X�£��ʾ��״����ʼ�����ƿ�������������ϸС���ޣ����ƴ�δ�����쳣ұ����ӣ�û����̼�������Ƴʾ��״���죬���д�����Ƶĵ���������
�����������ȴ������Ʋ���ԭ��
1���������Ʋ���ԭ���ڶ�������У����ڸֲĴ��ڱ��漰�ڲ�ȱ�ݣ��緢�ơ�ɰ�ۡ����ơ������Ƥ�����ݡ����ס���ͼв�ȣ������ܳ�Ϊ�ʹ��ѵ�ԭ�����⣬���ڶʹ��ղ������ ������������ȡ����ջ��ն��¶�̫�ͣ��ͺ���ȴ�ٶȹ���ȣ�Ҳ����ɶͼ����ѡ�
2���ȴ������Ʋ���ԭ��������Ǻ�����ƣ���Ҫ�ɺ��Ӧ��������ʵ�����������У����ƹ��������ڽṹ��Ʋ��������ֲ�ѡ��������¶ȿ��Ʋ���ȷ��������ٲ����ʵ����أ�һ������������Ӧ������ʹ���γɵĴ����������չ���γɺ�۵Ĵ�����ƣ���һ���棬���������������Ƶ����жȣ������������Ƶ������������˸ֲĵĴ�Ͽ���Sk,�Ӷ����������Ƶ��γɿ����ԡ�
Ӱ����ѵ�����
Ӱ����ѵ����غܶ࣬������������г������ļ��������һ���ܡ�����
1��ԭ��������ȱ�ݶ����µĴ��ѣ����ԭ���ϱ�����ڲ������ƻ�������ȱ�ݣ��ڴ��֮ǰδ���֣��п����γɴ�����ƣ�
2�������ﵼ�µĿ��ѣ��������ڲ����������أ�����������������Ѿ����������ƣ����ʱ���п��ܲ������ƣ�
3����ԭʼ��֯���������µĴ��ѣ�
4������¶Ȳ�����ɵĴ��ѣ�����¶Ȳ�������������ѣ�һ�������������
��1���DZ�ָʾ�¶ȵ���¯�ӵ�ʵ���¶ȣ�ʹ����¶�ƫ�ߣ���ɴ����ȣ����¹����������ѡ����ǹ��ȴ���ѵĽ�����֯�����ھ����ִ�ʹִ�������塣
��2���ּ�ʵ�ʺ�̼�����ڸֲ��ƺ����涨�ĺ���������ԭ�ƺŵ���������մ��ʱ����������˸ֵĴ���¶ȣ��������������Ⱥ;�������ʹ���ʱӦ�������������ѡ�
5�������ȴ������ɵĴ��ѣ����ʱ������ȴ������Ҳ��ʹ������������¹ʡ�
6�����ӹ�ȱ�ݵ��µĴ��ѣ����ڻ��ӹ���������������������˴ֶ���ĵ��ۣ������Ǻܼ��������Ӧ�����еĵط���Ҳ���ڴ��ʱ��ɿ��ѣ����ڷ��۹����з���������
7��������ζԴ�����Ƶ�Ӱ�죺���������״�����������������������ϴ��ڴ��ʱ������Ӧ�����в������ơ�
8������ʱ�ػ��µĿ��ѣ�����ʱ�ػ𣬽������������Ӧ��������������Ʋ�����
���Ƶķֱ淽��
������־����Ǵ�����ơ��ػ����ơ��������ƻ���ĥ�����Ƶ��Ǻ���Ҫ�ģ���������ȷ�������Ʒ�������һ���������ڷ������Ʋ�����ԭ��
��һ��ע�������ƺ�ĥ��������̬�IJ�ͬ�����ڴ��ʱδ���ֶ���ĥ����ŷ��ֵ����ƣ�Ҫ�����Ǵ�����ƻ���ĥ�����ơ�������δ������Ⱦ��ʱ�Ƚ����ף���ʱע�����Ƶ���̬���ر������Ʒ�չ�ķ���ĥ�������Ǵ�ֱ��ĥ������ģ���ƽ������̬����ʹ��״���ơ�ĥ�����Ƶ���ȸ�dz�����������һ�㶼�Ƚ��� �Ƚϴ���ĥ����ͬ�أ����ֱ�ߵ���״���ѡ�
�ڶ���ע�����Ʒ����IJ�λ������İ�ת�Ǵ����ı�Ե������ӡ�������ӡ������е�ӹ���ɵı���ȱ�ݵȲ�λ������Щ��λ���������ƶ���������ơ�
������ͨ���۲�������Ѷ����������Ǵ�����ƻ��Ǵ��ǰ�Ķ������ƻ����������ɵ����ơ������ƶ���ʰ�ɫ��ɫ��dz��ɫ(ˮ��ʱ��ɵ�ˮ��)�����ɶ϶�Ϊ������ƣ������ƶ�������ɫ����������Ƥ���֣��ǾͲ��Ǵ�����ƣ�ϵ���ǰ�ʹ��ڵ����ƣ���������������ѹ��ʱ�γɵ����ƣ���Щ���ƶ���������������������ƻ���������MS������ʱ�γɵģ�������Dz��ᱻ�����ġ�
���ģ�������֯�У�����������ؾ�����ѣ��������ؾ�����ѣ������ؾ��ڶ��ѣ�������ƣ�����ơ�
���壬���������Χ����̼����ڣ��ǾͲ��Ǵ�����ƣ����Ǵ��ǰ�ʹ��ڵ����ƣ���Ϊ��������Ǵ����ȴʱ�����ģ������ᷢ����̼����
��Դ���ȼӹ���̳
����Ȩ��ԭ����������У�







