




间隙调整原则
1、运行时,汽缸上下总存在温差,下缸温度低于上缸温度,故下部汽封间隙应大于上部汽封间隙,且越靠近汽缸中部,下部间隙应越大。
2、转子正常顺时针旋转,使左侧间隙应大于右侧间隙。
3、由于转子静挠度存在,使得静挠度处的汽封下部间隙应,上部为。
4、为了防止汽封与转子之间摩擦,汽封块应留有足够的退让间隙。
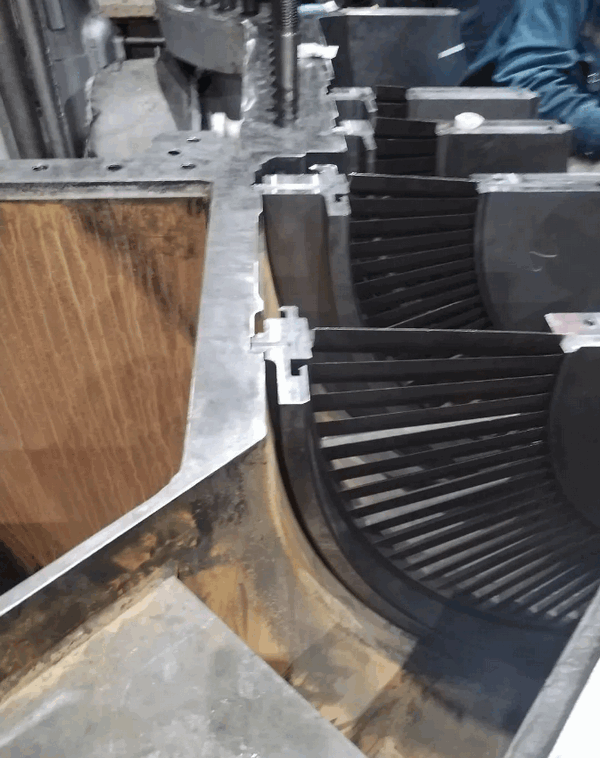
汽封图片






径向间隙调整
1、汽封径向间隙过大
由于汽封齿损坏或汽封块严重变形使间隙严重超标时应更换新汽封块,若汽封间隙超出标准值不是很大时,一般采取加工汽封块定位内弧的方法。
2、汽封径向间隙过小
由于汽封套或汽封 块变形或更换新汽封块时,会使部分汽封间隙过小, 因此合理的调整的方法是加工修整汽封齿,但这种方法要求加工精确度较髙、难度较大,而且耗费时间较长。还有一种比较简单、有效的方法是捻挤汽封定位内弧。
轴向间隙调整
采用轴向移动汽封套或汽封环的方法,也可采用局部补焊或加销钉的方法进行调整。当调整汽封轴向间隙需使汽封套向进汽侧方向移动时,必须加装与凸缘宽度相同的环形垫圈用沉头螺钉固定或满焊后加工方法进行,以确保进汽侧端面的严密性。
对于隔板汽封,不允许用改变隔板轴向位置的方法来调整,可采用将汽封块的一侧车去所需的移动量;另一侧补焊的方法来调整轴向间隙。当隔板汽封轴向间隙与隔板轴向通流间隙调整方向一致时,才能改变隔板轴向位置。
汽封检修特殊问题
1. 汽封块锈死
汽封块的拆卸只能采取破坏性措施,用装有定位极限和切割片的角向磨光机,将汽封块劈开成两半或三半,然后敲击或用铜棒砸出。
2. 上半部汽封定位销锈死
1、轴向固定式汽封。由于其定位螺栓是一根穿透各圈汽封的长螺栓,敲击旋出比较困难,一般情况下锈死的几率比较大,而且锈死后只有钻出来是唯一的选择。钻出又细又长的螺栓比较困难,可以采取焊接加长杆钻头,螺栓孔本身是一段一段的,铁削会随着钻出孔部分的漏孔处排出。
2、压销固定式汽封。若条件允许,应将汽封套运到装有固定摇臂钻的地方去钻取压压销螺栓, 如果检修现场有磁座钻也可以在现场钻取。
来源:火电厂技术联盟
(版权归原作者或机构所有)







