




关进良 杨春月 韩红亮 宁博
(首都航天机械有限公司)
1 序言
加工中心主轴是机床重要的机械部件之一,一般情况下,在机床所有的控制轴中,其消耗的功率,在切削工件时承受的负载较大,相对来讲,对主轴的各项精度要求也比较高,且能够输出不同的转速(每分钟几千转甚至一万转以上)和转矩,以满足不同加工工艺的要求。可见主轴能否正常运转直接制约着机床的整体运行,有必要针对加工中心主轴故障的诊断方法进行深入分析和探讨。本文正是在这样的背景下,并根据实际工作中的具体案例和经验,在研究典型故障的基础上,总结提炼出行之有效的解决方案。
2 加工中心主轴故障的特点
加工中心一般指有刀库和自动换刀系统的数控铣床。除了数控铣床主轴本身的故障外,加工中心主轴故障还包括与换刀有关的故障(换刀过程中有些步骤需要主轴参与),故障难度较大,要求维修技术人员的知识面广,通常涉及到机械、电气、液压和气动等专业知识,有时还要求在维修主轴时(或修好后)与刀库、气缸(或液压缸)等部件联合调试。大量的实际工作记录表明,加工中心主轴故障占机床总故障数的近一半,其中,与自动换刀相关的故障占比为60%~70%。
3 加工中心主轴典型故障诊断分析及解决方案
3.1 加工中心主轴异响故障
(1)故障现象 VMC750加工中心在加工工件时,主轴出现异响,负载较正常情况下有所增大,加工的工件表面质量较差。
(2)故障分析和解决方案 一般情况下,引发上述故障的原因可能是主轴本身、主轴电动机或主轴伺服模块及相关电缆等,秉着“先机械后电气、先简单后复杂”的原则,采用机电分离法,将主轴与电动机脱开,手盘主轴旋转能够感觉到有“死点”存在,再单独试运行主轴电动机,电气部分基本正常。通过以上分析,基本可以把故障定位在主轴轴承上。更换轴承后重新装好主轴,故障排除,机床恢复正常。
需要注意:在拆解主轴、更换轴承时,记录好原装轴承的装配形式,且主轴轴承要成套更换(即使其中只有一个轴承损坏,也要更换一套)。轴承预紧时,使用力矩扳手按要求进行预紧,切忌随意调整,如果预紧力过大将导致负载增加,严重者直接损坏轴承或主轴;如果预紧力过小将不能消除轴承游隙或轴承松动,同样不能正常运行。更换轴承、主轴装配完成后,应及时进行几何精度检测(检测方法可参考JB/T 8771.2—1998《加工中心检验条件 第 2 部分:立式加工中心 几何精度检验》),主要包括轴向窜动检测(见图1)、径向圆跳动检测(见图2)及主轴试运行(转速从低到高分别测试),以上检测都正常后才能投入使用。

该故障解决方案的切入点是“机电分离法”的应用,即把复杂的问题简单化,同时也排除了一些不确定的故障因素。该案例的重点是轴承更换及其注意事项,并做好各项精度检测,不可操之过急,以免功亏一篑。
3.2 加工中心主轴不转故障
(1)故障现象 某龙门式加工中心在执行机械手自动换刀时,由于主轴不转而导致换刀失败,且在MDI/AUTO状态下均不能正常旋转,也无任何报警或提示。
(2)故障分析和解决方案 设备故障一般可分为硬件故障、软故障(参数、PLC等方面)或者机械、电气故障。此设备主轴不转的可能原因较多,首先进行机床的数据备份恢复,故障依旧,基本排除了软故障,硬件故障的可能性较大。然后去掉主轴使能,手转主轴可以正常旋转,无机械卡死等异常情况,加上使能后主轴停止。主轴和电动机脱开后,执行主轴正/反转指令后,主轴电动机也不转。从故障现象分析,考虑到该故障是在自动换刀过程中出现的,换刀流程(见图3)中任何一步没有完成(有相应检测信号),都会影响到其他步骤,于是重点检查了“主轴紧刀完成”这一步。现场排查后发现主轴松紧刀的实际机械动作正常,主轴紧刀到位对应的传感器信号输入点是I35.5,利用PLC诊断功能,发现I35.5的状态为0(正常为1),经进一步检查发现该传感器电缆线断裂,重新接好后故障彻底排除,即主轴不旋转的根本原因是紧刀到位信号异常。
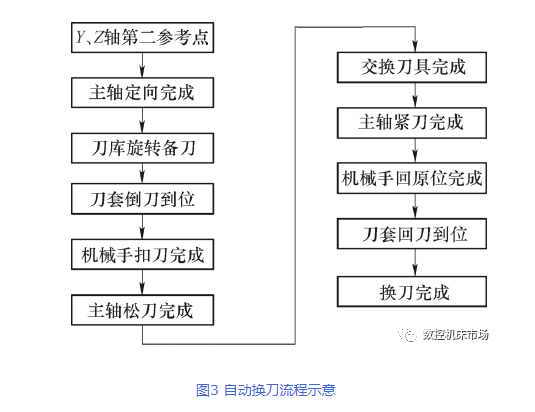
另外,为了提高后续类似故障维修效率,增加报警功能,即当主轴松刀或紧刀到位后,在3s内PLC应接收到“到位”反馈信号,否则将出现报警提示。排除此故障的关键是要考虑自动换刀流程,再结合流程图分?后准确定位故障点,这也是加工中心主轴故障的特点,往往和换刀系统有一定的“关联”。在排除复杂故障时,要充分运用机床自带的诊断功能,有条件的还可利用计算机或辅助软件等快速判断故障点,起到事半功倍的作用,可大大提高故障诊断效率。
3.3 加工中心主轴定向异常故障
(1)故障现象 某立式加工中心采用串行主轴,在自动换刀时,主轴定向不准确,导致机械手无法正常抓取主轴上的刀具,甚至出现碰撞主轴。
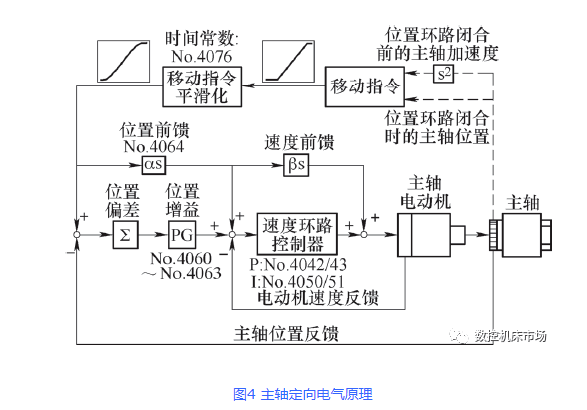
(2)故障分析和解决方案 主轴定向又称主轴准停,是要求主轴在360°范围内,根据要求停止在某一固定点,是加工中心必备的功能之一,主轴定向的电气原理如图4所示。
经观察换刀动作,可明显发现在执行自动换刀机械手抓刀动作时,机械手上的键块不能插入刀柄上的键槽中,即主轴的定向角度不准确,这也是引发故障的根本原因。调试此类故障,工作中一般采用修改参数法,该机床采用FANUC 0iD数控系统,如果定向角度误差很小,可通过修改参数4077(伺服主轴定向停止的位置偏移量)来微调主轴定向的角度,使主轴上的键块对齐机械手上的键块,现场调试情况如图5所示;反之,如果定向角度误差较大,可按照以下步骤调试。

1)参数3117#1由0改为1,把主轴位置编码器脉冲数作为主轴位置数据显示在诊断画面中的No.445中。
2)参数4077设为0。
3)执行主轴定向指令。
4)检查并确认诊断No.445显示值为0。
5)取消主轴定向。
6)手动旋转主轴至所需位置,并记录诊断No.445显示值,再把此值填入到参数4077中。
7)重复步骤3),检验主轴定向是否精确,确定是否再次进行调试。
主轴定向问题不仅关乎着机床操作,还直接涉及到设备安全甚至人员安全,务必要求按照一定的速度准确进行定向。主轴定向故障,除定向不准确外,还包括没有定向动作(可检查地址信号G70.6或者参数8135#4)、定向速度不合适(可检查参数4038)以及主轴长时间找不到定向位置(可检查参数4002#3,2,1,0是否设置正确)等故障类型,这就要求具体问题具体分析,在硬件完好的前提下,可参考数控系统的有关说明书进行调试。
4 结束语
在对加工中心及主轴有一定认知的基础上,当主轴故障出现时,故障诊断的一般思路如下。
1)结合故障现象或报警内容,充分询问机床操作人员,注重关键细节,可能某一细节就是故障诊断的突破口,为后续故障诊断做好铺垫。
2)在以上基础上,根据工作经验与主轴故障特点,大致判断出故障类型和故障范围,并适当运用一些典型的故障诊断方法(如机电分离法、PLC在线诊断法、比较法等)或借助相关软件、数据,基本定位故障点,排除故障。
3)在有条件的情况下,设计并实施预防改进措施,大大降低同类故障复现的概率。
4)定期总结、查阅维修经验(尤其是对于初学者,这一点至关重要),在此基础上力争做到举一反三,不断提高故障技术人员的综合诊断能力。
来源:金属加工(冷加工)
(版权归原作者或机构所有)







